1980-ական թվականներից ի վեր էլեկտրոնային սխեմաների ինտեգրման խտությունը տարեկան աճում է 1.5 անգամ կամ ավելի արագ տեմպերով։ Ավելի բարձր ինտեգրումը հանգեցնում է հոսանքի ավելի մեծ խտության և ջերմության առաջացման աշխատանքի ընթացքում։Եթե այս ջերմությունը արդյունավետորեն չվերացվի, այն կարող է ջերմային խափանում առաջացնել և կրճատել էլեկտրոնային բաղադրիչների կյանքի տևողությունը։
Ջերմային կառավարման աճող պահանջները բավարարելու համար լայնորեն ուսումնասիրվում և օպտիմալացվում են բարձր ջերմահաղորդականությամբ առաջադեմ էլեկտրոնային փաթեթավորման նյութերը։
Ալմաստի/պղնձի կոմպոզիտային նյութ
01 Ադամանդ և պղինձ
Ավանդական փաթեթավորման նյութերը ներառում են կերամիկան, պլաստմասսաները, մետաղները և դրանց համաձուլվածքները: BeO2-ի և AlN-ի նման կերամիկան ցուցաբերում է կիսահաղորդիչներին համապատասխանող CTE, լավ քիմիական կայունություն և միջին ջերմահաղորդականություն: Այնուամենայնիվ, դրանց բարդ մշակումը, բարձր արժեքը (հատկապես թունավոր BeO2-ը) և փխրունությունը սահմանափակում են կիրառությունները: Պլաստմասե փաթեթավորումը առաջարկում է ցածր գին, թեթև քաշ և մեկուսացում, բայց տառապում է վատ ջերմահաղորդականությունից և բարձր ջերմաստիճանային անկայունությունից: Մաքուր մետաղները (Cu, Ag, Al) ունեն բարձր ջերմահաղորդականություն, բայց չափազանց CTE, մինչդեռ համաձուլվածքները (Cu-W, Cu-Mo) նվազեցնում են ջերմային կատարողականությունը: Այսպիսով, շտապ անհրաժեշտ են նոր փաթեթավորման նյութեր, որոնք հավասարակշռում են բարձր ջերմահաղորդականությունը և օպտիմալ CTE-ն:
| Ամրացում | Ջերմահաղորդականություն (Վտ/(մ·Կ)) | CTE (×10⁻⁶/℃) | Խտություն (գ/սմ³) |
| Ադամանդ | 700–2000 | 0.9–1.7 | 3.52 |
| BeO մասնիկներ | 300 | 4.1 | 3.01 |
| AlN մասնիկներ | 150–250 | 2.69 | 3.26 |
| SiC մասնիկներ | 80–200 | 4.0 | 3.21 |
| B₄C մասնիկներ | 29–67 | 4.4 | 2.52 |
| Բորային մանրաթել | 40 | ~5.0 | 2.6 |
| TiC մասնիկներ | 40 | 7.4 | 4.92 |
| Al₂O₃ մասնիկներ | 20–40 | 4.4 | 3.98 |
| SiC բեղիկներ | 32 | 3.4 | – |
| Si₃N₄ մասնիկներ | 28 | 1.44 | 3.18 |
| TiB₂ մասնիկներ | 25 | 4.6 | 4.5 |
| SiO₂ մասնիկներ | 1.4 | <1.0 | 2.65 |
Ադամանդ, ամենակարծր հայտնի բնական նյութը (Մոհս 10), նաև ունի բացառիկջերմային հաղորդունակություն (200–2200 Վտ/(մ·Կ)).

Ադամանդի միկրոփոշի
Պղինձ, հետ բարձր ջերմային/էլեկտրական հաղորդունակություն (401 Վտ/(մ·Կ)), ճկունությունը և ծախսարդյունավետությունը լայնորեն կիրառվում են ինտեգրալ սխեմաներում։
Այս հատկությունները համատեղելով՝ադամանդի/պղնձի (Dia/Cu) կոմպոզիտներ—որտեղ Cu-ն որպես մատրից է, իսկ ադամանդը՝ որպես ամրացում՝ ի հայտ են գալիս որպես հաջորդ սերնդի ջերմային կառավարման նյութեր։
02 Հիմնական արտադրության մեթոդներ
Ալմաստի/պղնձի ստացման տարածված մեթոդներն են՝ փոշեմետաղագործությունը, բարձր ջերմաստիճանի և բարձր ճնշման մեթոդը, հալման ընկղմման մեթոդը, արտանետման պլազմային սինտերացման մեթոդը, սառը ցողման մեթոդը և այլն:
Միամասնիկային չափի ադամանդի/պղնձի կոմպոզիտների տարբեր պատրաստման մեթոդների, գործընթացների և հատկությունների համեմատություն
| Պարամետր | Փոշեմետալուրգիա | Վակուումային տաք սեղմում | Կայծային պլազմային սինթերացում (SPS) | Բարձր ճնշման բարձր ջերմաստիճան (HPHT) | Սառը ցողման նստեցում | Հալույթի ներթափանցում |
| Ադամանդի տեսակ | ՄԲԴ8 | HFD-D | ՄԲԴ8 | ՄԲԴ4 | PDA | MBD8/HHD |
| Մատրիցա | 99.8% պղնձի փոշի | 99.9% էլեկտրոլիտային պղնձի փոշի | 99.9% պղնձի փոշի | Համաձուլվածք/մաքուր պղնձի փոշի | Մաքուր պղնձի փոշի | Մաքուր պղնձի զանգված/ձող |
| Ինտերֆեյսի փոփոխություն | – | – | – | B, Ti, Si, Cr, Zr, W, Mo | – | – |
| Մասնիկների չափը (մկմ) | 100 | 106–125 | 100–400 | 20–200 | 35–200 | 50–400 |
| Ծավալային մասնաբաժին (%) | 20–60 | 40–60 | 35–60 | 60–90 | 20–40 | 60–65 |
| Ջերմաստիճան (°C) | 900 | 800–1050 | 880–950 | 1100–1300 | 350 | 1100–1300 |
| Ճնշում (ՄՊա) | 110 | 70 | 40–50 | 8000 | 3 | 1–4 |
| Ժամանակ (րոպե) | 60 | 60–180 | 20 | 6–10 | – | 5–30 |
| Հարաբերական խտություն (%) | 98.5 | 99.2–99.7 | – | – | – | 99.4–99.7 |
| Արդյունավետություն | ||||||
| Օպտիմալ ջերմահաղորդականություն (Վտ/(մ·Կ)) | 305 | 536 | 687 | 907 | – | 943 |
Ընդհանուր Dia/Cu կոմպոզիտային տեխնիկան ներառում է.
(1)Փոշեմետալուրգիա
Խառը ադամանդի/պղնձի փոշիները խտացվում և սինթերացվում են: Չնայած ծախսարդյունավետ և պարզ լինելուն, այս մեթոդը տալիս է սահմանափակ խտություն, անհամասեռ միկրոկառուցվածքներ և սահմանափակ նմուշի չափսեր:

Sներքին միավոր
(1)Բարձր ճնշման բարձր ջերմաստիճան (HPHT)
Բազմաօդային մամլիչների միջոցով հալված Cu-ն ներթափանցում է ադամանդե ցանցերի մեջ ծայրահեղ պայմաններում՝ ստանալով խիտ կոմպոզիտներ: Սակայն HPHT-ը պահանջում է թանկարժեք կաղապարներ և անհարմար է մեծածավալ արտադրության համար:

Cուբիկ մամուլ
(1)Հալույթի ներթափանցում
Հալված Cu-ն ներթափանցում է ադամանդի նախաձևերի մեջ ճնշման կամ մազանոթային ներթափանցման միջոցով: Արդյունքում ստացված կոմպոզիտները հասնում են >446 Վտ/(մ·Կ) ջերմահաղորդականության:
(2)Կայծային պլազմային սինթերացում (SPS)
Իմպուլսային հոսանքը արագորեն սինթեզում է խառը փոշիները ճնշման տակ: Չնայած արդյունավետությանը, SPS-ի աշխատանքը վատանում է ադամանդի >65 ծավալային%-ի պարունակության դեպքում:
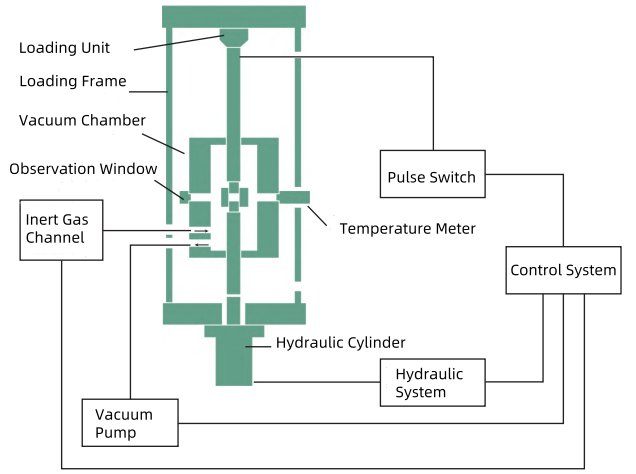
Պլազմային սինտերացման համակարգի սխեմատիկ դիագրամ
(5) Սառը ցողման նստեցում
Փոշիները արագացվում են և նստեցվում են հիմքերի վրա: Այս նորաստեղծ մեթոդը բախվում է մակերեսի մշակման վերահսկման և ջերմային կատարողականության ստուգման մարտահրավերների:
03 Ինտերֆեյսի փոփոխություն
Կոմպոզիտային նյութերի պատրաստման համար բաղադրիչների միջև փոխադարձ թրջումը կոմպոզիտային գործընթացի անհրաժեշտ նախապայման է և կարևոր գործոն, որը ազդում է միջերեսային կառուցվածքի և միջերեսային կապի վիճակի վրա: Ալմաստի և պղնձի միջերեսում չթրջվելու պայմանը հանգեցնում է միջերեսային շատ բարձր ջերմային դիմադրության: Հետևաբար, շատ կարևոր է տարբեր տեխնիկական միջոցներով իրականացնել երկուսի միջև միջերեսի մոդիֆիկացման հետազոտություններ: Ներկայումս ալմաստի և պղնձի մատրիցի միջև միջերեսային խնդիրը բարելավելու համար հիմնականում կան երկու մեթոդ՝ (1) ադամանդի մակերեսային մոդիֆիկացման մշակում, (2) պղնձի մատրիցի համաձուլվածքային մշակում:
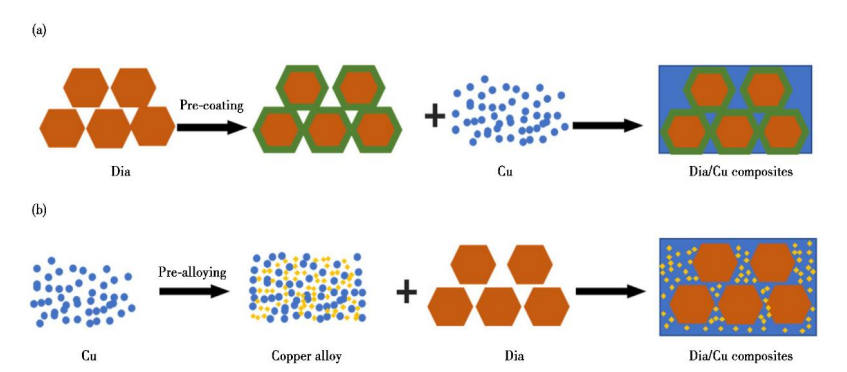
Փոփոխության սխեմատիկ դիագրամ. (ա) ադամանդի մակերեսին ուղղակի ծածկույթ; (բ) մատրիցային համաձուլվածք
(1) Ալմաստի մակերեսի փոփոխություն
Ակտիվ տարրերի, ինչպիսիք են Mo-ն, Ti-ն, W-ն և Cr-ը, ամրացնող փուլի մակերեսային շերտի վրա պատումը կարող է բարելավել ադամանդի միջերեսային բնութագրերը, դրանով իսկ մեծացնելով դրա ջերմահաղորդականությունը: Սինտերացումը կարող է հնարավորություն տալ վերը նշված տարրերին ռեակցիայի մեջ մտնել ադամանդի փոշու մակերեսին գտնվող ածխածնի հետ՝ ձևավորելով կարբիդային անցումային շերտ: Սա օպտիմալացնում է ադամանդի և մետաղական հիմքի միջև թրջման վիճակը, իսկ ծածկույթը կարող է կանխել ադամանդի կառուցվածքի փոփոխությունը բարձր ջերմաստիճաններում:
(2) Պղնձի մատրիցի համաձուլվածքացում
Նյութերի կոմպոզիտային մշակումից առաջ մետաղական պղնձի վրա իրականացվում է նախնական համաձուլվածքային մշակում, որը կարող է ստանալ կոմպոզիտային նյութեր, որոնք ունեն ընդհանուր առմամբ բարձր ջերմահաղորդականություն: Պղնձի մատրիցում ակտիվ տարրերի ներմուծումը կարող է ոչ միայն արդյունավետորեն նվազեցնել ադամանդի և պղնձի միջև թրջման անկյունը, այլև առաջացնել կարբիդային շերտ, որը ռեակցիայից հետո ադամանդ/Cu միջերեսում պինդ լուծելի է պղնձի մատրիցում: Այսպիսով, նյութի միջերեսում առկա բացերի մեծ մասը փոփոխվում և լցվում է, դրանով իսկ բարելավելով ջերմահաղորդականությունը:
04 Եզրակացություն
Ավանդական փաթեթավորման նյութերը թերանում են առաջադեմ չիպերից ջերմությունը կառավարելու հարցում: Dia/Cu կոմպոզիտները, կարգավորելի CTE-ով և գերբարձր ջերմահաղորդականությամբ, ներկայացնում են հաջորդ սերնդի էլեկտրոնիկայի համար փոխակերպող լուծում:
Որպես արդյունաբերությունն ու առևտուրը ինտեգրող բարձր տեխնոլոգիական ձեռնարկություն՝ XKH-ը կենտրոնանում է ադամանդի/պղնձի կոմպոզիտների և բարձր արդյունավետության մետաղական մատրիցային կոմպոզիտների, ինչպիսիք են SiC/Al-ը և Gr/Cu-ն, հետազոտման, մշակման և արտադրության վրա՝ ապահովելով նորարարական ջերմային կառավարման լուծումներ՝ ավելի քան 900 Վտ/(մ·Կ) ջերմային հաղորդունակությամբ՝ էլեկտրոնային փաթեթավորման, էներգաբլոկների և ավիատիեզերական արդյունաբերության ոլորտներում:
ԽԿՀ«ադամանդե պղնձապատ լամինատե կոմպոզիտային նյութ՝

Հրապարակման ժամանակը. Մայիսի 12-2025